Lofting - Brazing and Soldering
Here you can read online Lofting - Brazing and Soldering full text of the book (entire story) in english for free. Download pdf and epub, get meaning, cover and reviews about this ebook. City: New York, year: 2014, publisher: Crowood, genre: Children. Description of the work, (preface) as well as reviews are available. Best literature library LitArk.com created for fans of good reading and offers a wide selection of genres:
Romance novel
Science fiction
Adventure
Detective
Science
History
Home and family
Prose
Art
Politics
Computer
Non-fiction
Religion
Business
Children
Humor
Choose a favorite category and find really read worthwhile books. Enjoy immersion in the world of imagination, feel the emotions of the characters or learn something new for yourself, make an fascinating discovery.
Brazing and Soldering: summary, description and annotation
We offer to read an annotation, description, summary or preface (depends on what the author of the book "Brazing and Soldering" wrote himself). If you haven't found the necessary information about the book — write in the comments, we will try to find it.
Lofting: author's other books
Who wrote Brazing and Soldering? Find out the surname, the name of the author of the book and a list of all author's works by series.
Brazing and Soldering — read online for free the complete book (whole text) full work
Below is the text of the book, divided by pages. System saving the place of the last page read, allows you to conveniently read the book "Brazing and Soldering" online for free, without having to search again every time where you left off. Put a bookmark, and you can go to the page where you finished reading at any time.
Font size:
Interval:
Bookmark:
C R O W O O D M E T A L W O R K I N G G U I D E S
BRAZING AND
SOLDERING
RICHARD LOFTING


First published in 2014 by
The Crowood Press Ltd
Ramsbury, Marlborough
Wiltshire SN8 2HR
www.crowood.com
This e-book first published in 2014
The Crowood Press Ltd 2014
All rights reserved. No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopy, recording, or any information storage and retrieval system, without permission in writing from the publishers.
British Library Cataloguing-in-Publication Data
A catalogue record for this book is available from the British Library.
ISBN 978 1 84797 837 0
Disclaimer
Safety is of the utmost importance in every aspect of the workshop. The practical procedures and the tools and equipment used in engineering workshops are potentially dangerous. Tools should be used in strict accordance with the manufacturers recommended procedures and current health and safety regulations. The author and publisher cannot accept responsibility for any accident or injury caused by following the advice given in this book.
Acknowledgements
I would like to thank my family for their help in writing this book, in particular my son William Lofting and my niece Bethany Old, who posed for some of the photographs, my wifes aunt, Audrey Peters, for reading through the text, and of course Pam, my wife, for the endless cups of tea. Thank you.
All photographs by Richard Lofting.

All forms of soldering or brazing require the use of heat; as long as the correct precautions are taken, these tasks can be done safely.
Brazing and soldering are essentially the same joining technique, the difference between the two being the temperature at which each method is performed. In essence, a joint is made in metal using an alloy of two or more metals to, in effect, hot-glue the parts together. The word glue here does not refer to just sticking something together with a sticky substance, as the items to be joined will be bonded at a molecular level to the alloy, which imparts considerable strength to the joint. The weakness will be in the strength of the brazing or soldering alloy, although the strength of some alloys that are used for filler rods are very near to the strength of the materials being joined.
In general terms, the hotter the melting temperature of the alloy, the stronger the joint. The weakest joints are made with soft solder, where the soldering alloys melt at temperatures below 450C; in fact, some alloys will melt at extremely low temperatures and even in hot water, but these are beyond the remit of this book as they are not used for soldering. Historically, most soft solders were predominantly made from lead. However, the lead content has lately been substituted for other alloying metals, such as tin due to health concerns regarding the use of lead and its poisonous effect on the human body and of course the environment.
The middle ground is held by hard soldering, or silver soldering, where traditionally the soldering alloy contains a significant proportion of silver; details of the actual alloy contents will be given in a later chapter. Hard/silver soldering covers a temperature range of approximately 450C through to around 850C. As can be seen, this is already significantly higher than soft soldering, with joints effectively being made with a blow-lamp as these temperatures are beyond a soldering irons capability.
At the top of the temperature range is brazing, with a heat range of approximately 800C through to 1,000C and sometimes higher. In this process, the alloying components in the filler rod are mainly copper, tin and zinc; copper and tin form the alloy bronze, while copper and zinc form the alloy of brass, both very common alloys in everyday use. While these temperatures may seem hot, they are still a fair way below welding temperatures, which are required to melt and then fuse the component parts together; typically for mild steel this is around 1,300C.
In reality, there is no division between silver soldering and brazing you cannot say that on one side of a temperature line it is silver soldering and the other side of the line it is brazing. All the preparation is the same, from thorough cleaning through to heating; the only difference is in the alloys being used to complete the joint. The technique of silver soldering and brazing covers an enormous field in modern engineering, as it enables the joining of dissimilar metals. For example, it is possible to braze hard tungsten carbide tips into a steel circular saw disc or lathe tool, thus giving the best of both worlds the tips are hard and so retain their cutting edge for longer, but the centre disc or tool holder is made from steel, giving the flexibility to stand the forces produced while cutting. With the relatively new important materials like ceramics entering the field of engineering, new ways to join these have had to be devised. Originally, they were given a metallic coating to which brazing alloys would adhere, but by accident it was discovered that with an active element in the alloy, usually titanium, used in the right atmosphere, ceramic substances could be brazed directly.
With the increasing temperature range that has just been shown, so the relative strength of the joint correspondingly increases with it. This is due, mainly, to the alloying metals used in the brazing rods or sticks of solder, as stronger materials generally have a higher melting temperature than the weaker, or softer, ones. This is the derivation of the terms hard and soft solder. The soft solders contain lead and tin, while the hard solders contain harder metals in the alloys such as silver. Once past the hard soldering metals and into brazing, the metals used in the alloys contain brass, which in itself contains copper and zinc. At the top of the temperature and strength range alloys using nickel are used. An in-depth overview of soldering and brazing alloys will be looked at in , along with the fluxes that are available and their attributes.

A soft-soldered lap joint. Soft soldering is performed at the lowest of the temperature range, but will give a moderately strong and air-tight joint.
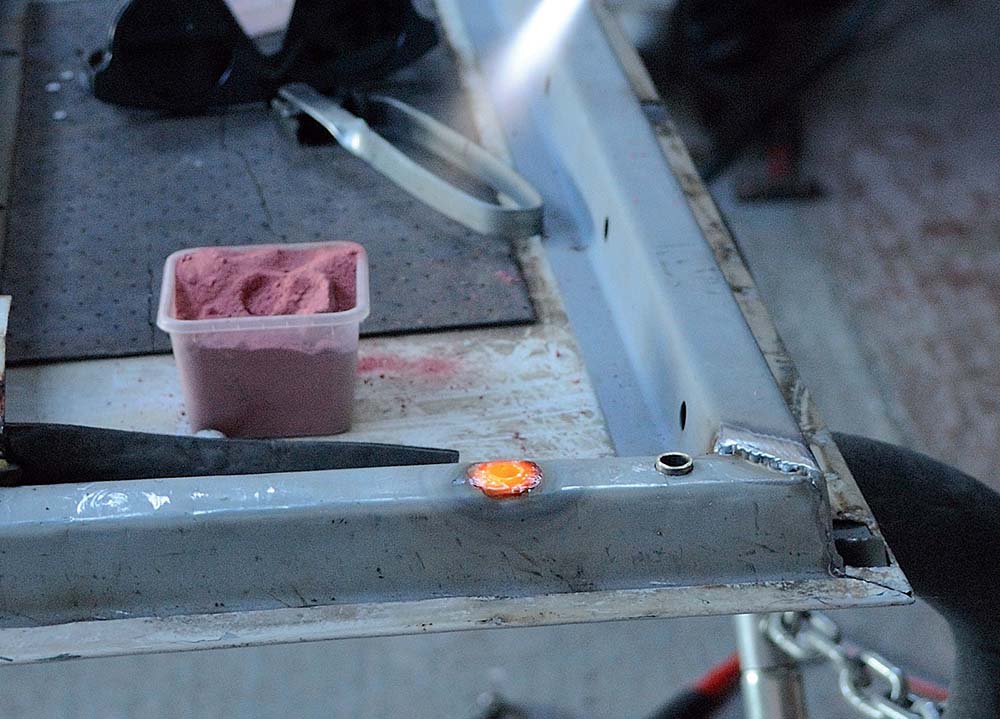
Brazing is the strongest joining technique, without melting the parent metal; this allows dissimilar metals to be joined.
Next pageFont size:
Interval:
Bookmark:
Similar books «Brazing and Soldering»
Look at similar books to Brazing and Soldering. We have selected literature similar in name and meaning in the hope of providing readers with more options to find new, interesting, not yet read works.
Discussion, reviews of the book Brazing and Soldering and just readers' own opinions. Leave your comments, write what you think about the work, its meaning or the main characters. Specify what exactly you liked and what you didn't like, and why you think so.