Laurie Penman - Using the Engineers Lathe in Clockmaking
Here you can read online Laurie Penman - Using the Engineers Lathe in Clockmaking full text of the book (entire story) in english for free. Download pdf and epub, get meaning, cover and reviews about this ebook. year: 2022, publisher: The Crowood Press, genre: Children. Description of the work, (preface) as well as reviews are available. Best literature library LitArk.com created for fans of good reading and offers a wide selection of genres:
Romance novel
Science fiction
Adventure
Detective
Science
History
Home and family
Prose
Art
Politics
Computer
Non-fiction
Religion
Business
Children
Humor
Choose a favorite category and find really read worthwhile books. Enjoy immersion in the world of imagination, feel the emotions of the characters or learn something new for yourself, make an fascinating discovery.

- Book:Using the Engineers Lathe in Clockmaking
- Author:
- Publisher:The Crowood Press
- Genre:
- Year:2022
- Rating:4 / 5
- Favourites:Add to favourites
- Your mark:
Using the Engineers Lathe in Clockmaking: summary, description and annotation
We offer to read an annotation, description, summary or preface (depends on what the author of the book "Using the Engineers Lathe in Clockmaking" wrote himself). If you haven't found the necessary information about the book — write in the comments, we will try to find it.
This book is a practical guide to selecting, setting up and using an engineers lathe to create parts specifically for clockmaking or clock repairs. It begins as an instructional manual and consequently the first chapter assumes that the reader does not yet have a lathe and needs advice on choosing one. With over 160 diagrams and photographs, topics include: choosing and setting up the lathe; turning - materials and facing; boring and milling techniques; chucks, collets and face-plates; creating a height-centring gauge; pivots, wheels and pinions; removing and mounting gear wheels; fly cutters; making a flat depthing tool and, finally, creating centre marking tools. The intent is to provide a gentle learning curve for the practical use of the lathe.
Laurie Penman: author's other books
Who wrote Using the Engineers Lathe in Clockmaking? Find out the surname, the name of the author of the book and a list of all author's works by series.



Using the Engineers Lathe in Clockmaking — read online for free the complete book (whole text) full work
Below is the text of the book, divided by pages. System saving the place of the last page read, allows you to conveniently read the book "Using the Engineers Lathe in Clockmaking" online for free, without having to search again every time where you left off. Put a bookmark, and you can go to the page where you finished reading at any time.
Font size:
Interval:
Bookmark:
First published in 2022 by
NAG Press, an imprint of
The Crowood Press Ltd,
Ramsbury, Marlborough
Wiltshire SN8 2HR
www.crowood.com
This e-book first published in 2022
Laurie Penman 2022
All rights reserved. This e-book is copyright material and must not be copied, reproduced, transferred, distributed, leased, licensed or publicly performed or used in any way except as specifically permitted in writing by the publishers, as allowed under the terms and conditions under which it was purchased or as strictly permitted by applicable copyright law. Any unauthorised distribution or use of this text may be a direct infringement of the authors and publishers rights, and those responsible may be liable in law accordingly.
British Library Cataloguing-in-Publication Data
A catalogue record for this book is available from the British Library.
ISBN 978 0 7198 3152 2
Cover design by Maggie Mellett
Acknowledgements
)
)
)
)
)

Chapter 1
Introduction
This book begins as an instructional manual, and consequently the first chapter assumes that the reader does not have a lathe at the moment and needs advice on choosing one. From there the chapters deal with preparing a cutting tool; the possible techniques; and several machining projects that are needed when repairing clock movements or that will prove useful clockmaking (or model-making) tools for your workshop. The intent is to provide a gentle learning curve for the practical use of the lathe.
CHOOSING A LATHE
Enjoy getting to know the engineers lathe, as it is almost a universal tool. There are very few machining operations that it is not capable of it is even possible, with a little cunning, to use it to make a larger lathe.
The small engineers or centre lathes that are used for clockmaking and repair perform very differently from the much larger lathes used in general engineering, although their functions are much the same; however, general engineering makes far greater demands upon the machine.

Fig. 1.01A Myford lathe.
Lathes such as the Myford () have all the characteristics of a larger lathe: lateral adjustment on the tailstock, top slide, complete apron with traversing handle and screw-cutting controls and back gearing; while mini-lathes usually have a swivelling headstock for taper turning, traversing at the end of the bed, no top slide and a fixed centre tailstock. Other differences result from the type and size of the materials that are machined.
Parts for clocks do not generally demand cutting tools with a wide variety of rakes and clearances for working within the limits of the tool material. It is quite often the case that old-fashioned carbon steel tools are perfectly adequate for the job in hand. So long as the speed is kept down, a carbon steel tool is actually harder than most high-speed steels (HSS).

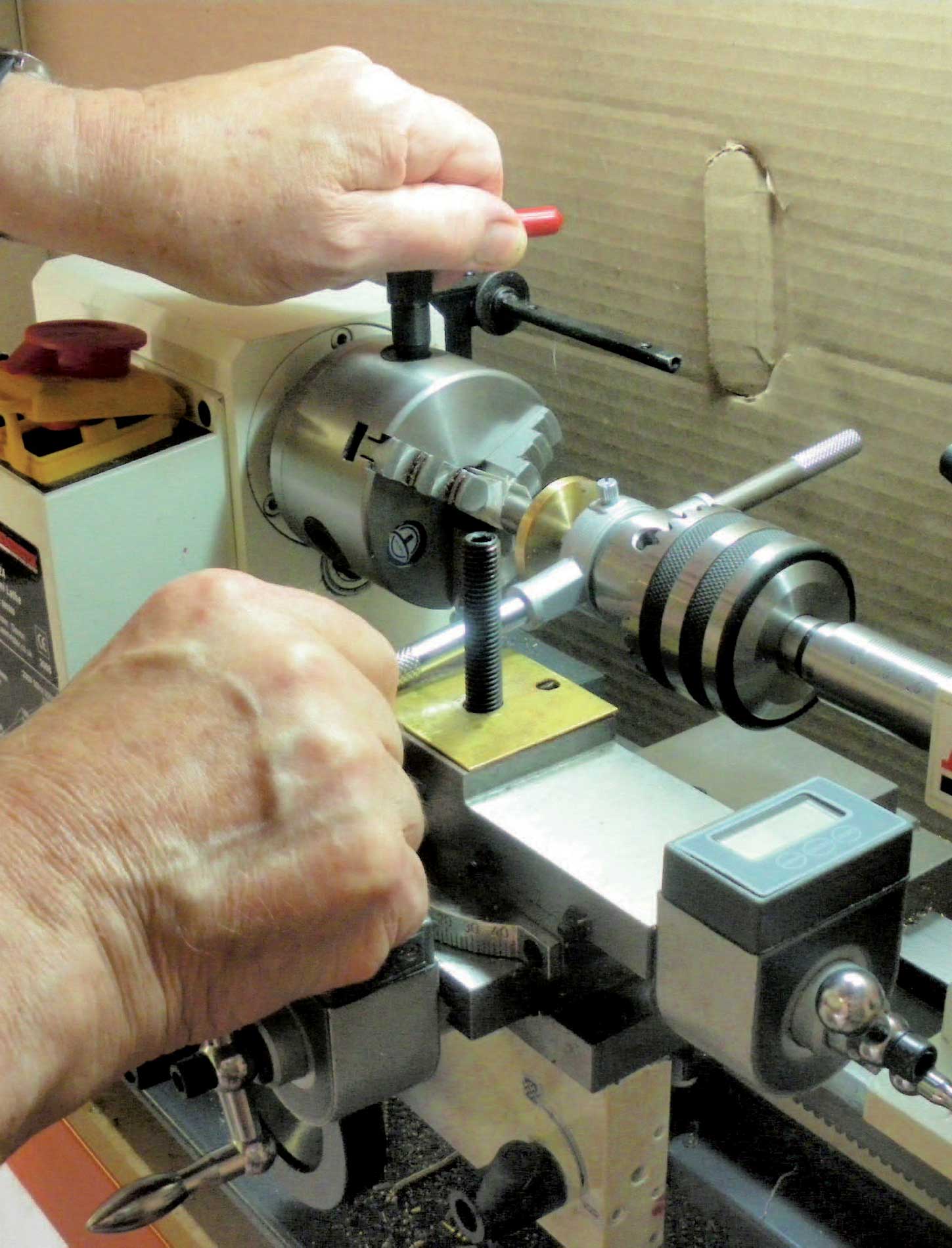
Fig. 1.02A Chinese 712 small lathe.
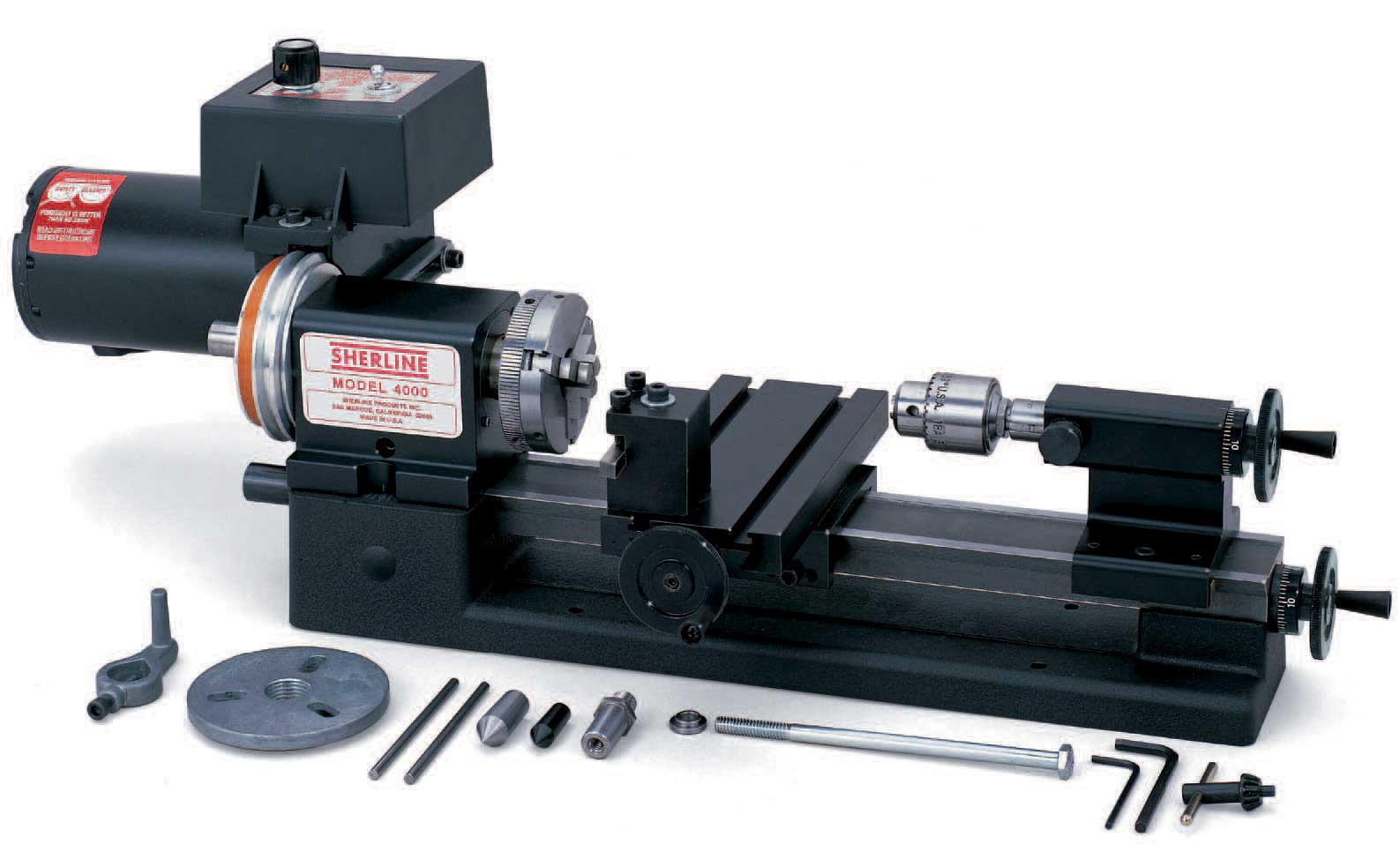
Fig. 1.03A Sherline mini-lathe with a swivelling headstock.
For convenience (and to avoid undue advertising), I will refer to small lathes and mini-lathes, the first being simply a scaled-down engineering machine such as the Myford or the Chinese 7 12 ().
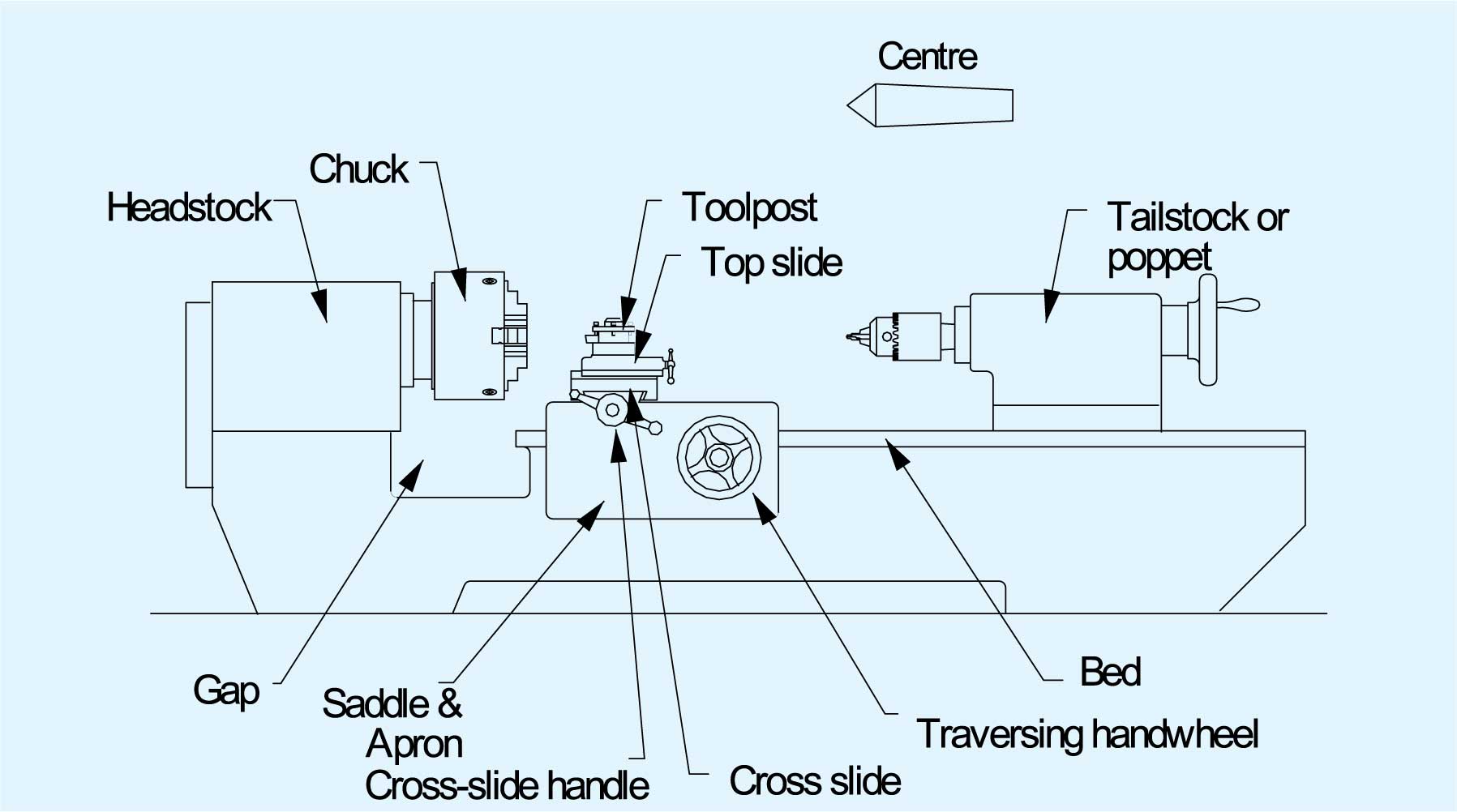
Fig. 1.04The parts of a lathe.
So far as the basic clockmakers or watchmakers lathe is concerned, the only differences in operation fall under the heading of graving, that is, the use of a hand-held tool called a graver. Very often a top slide is added to the watchmakers lathe and then it is .
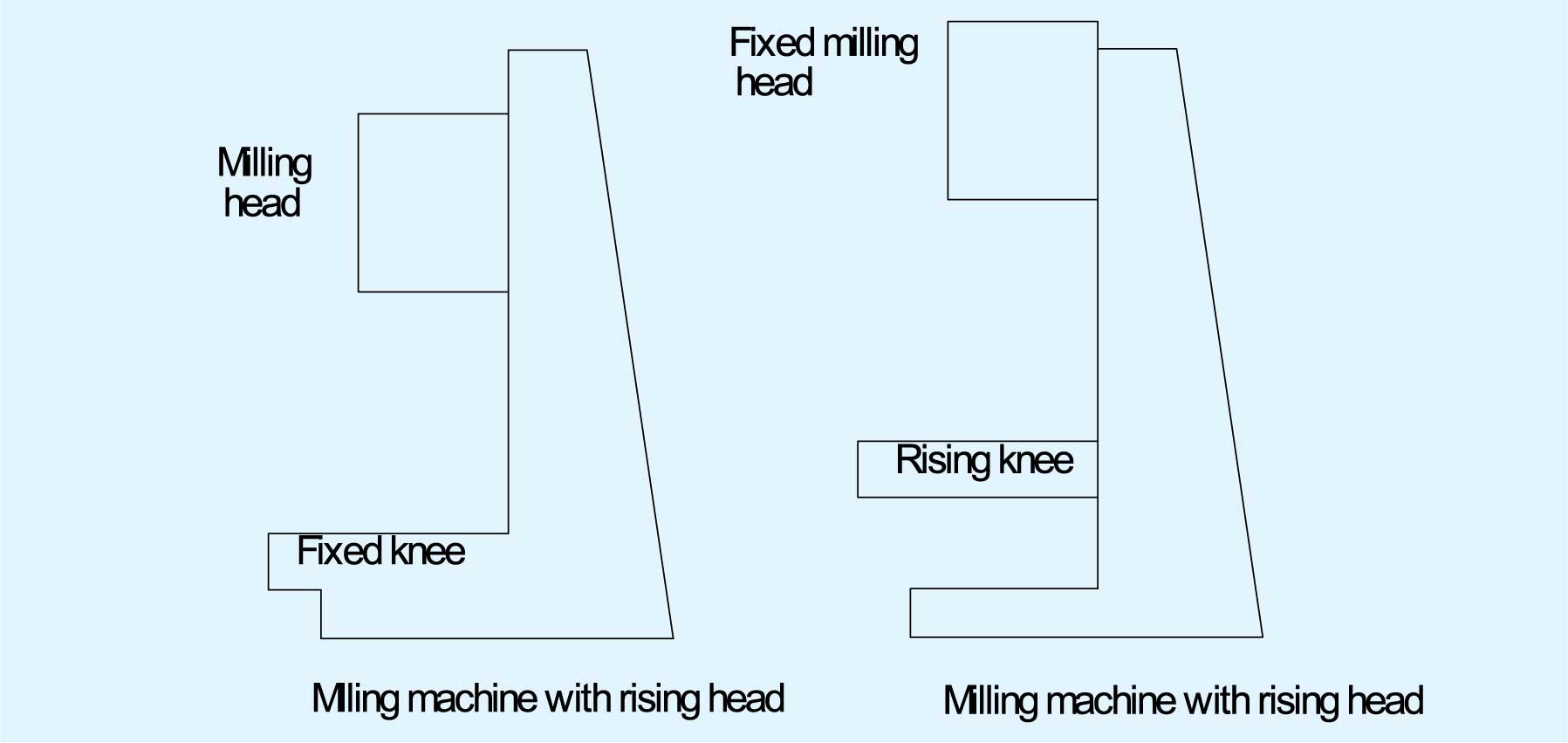
Fig. 1.05The two types of milling machine: rising head, fixed knee (left) and fixed head, rising knee (right).
Larger work, such as turning a bar larger than 25mm (1in) and longer than 300mm (12in); using a collet on a rod of 12mm (0.5in) diameter that passes right through the collet; the making of clock gears and tools or carrying out shaping and milling operations will all call for the larger machines. Gear-cutting requirements can be met on the Myford with attachments (either purchased, or made on the lathe), for gears up to about 200mm (8in) diameter. Many mini-lathes are sold with the choice of milling attachments and these will enable the cutting of gears up to about 75mm (3in) diameter, but the attachments are not as rigid as a purpose-made milling machine or wheel-cutting engine and will usually only have a small range of tooth counts available for the dividing device.
Vertical milling machines of solid construction, with a rising head rather than a rising knee are available and not much more expensive than the mini-lathes. Wheel-cutting engines are even more useful for gear cutting and range in price from less than a vertical miller to just over. However, they will not carry out other milling operations. Milling machines with rising knees lift the work up to a rotating cutter; the rising head version has a static support for the work (with two slides) and the cutter is brought down to it. The support in small machines is cast as one with the frame of the machine and is much sturdier than the rising knee milling machine.
A professional clockmaking shop really needs all three of the machines mentioned (small lathe, mini-lathe, vertical miller or wheel-cutting engine) but the beginner will find that the mini is quite sufficient to begin with, progressing to larger machines if and when the work demands it.
Lathe Qualities
The major requirements of a good lathe are listed below:
Sufficient powerA useful rule of thumb for the light lathes used by clockmakers is 50 watts per inch of swing (ignore any gap), for speeds up to 2,000rpm. Swing refers to the maximum diameter that may be accepted over the lathe bed. An 18cm (7in) lathe should have at least 350 watts (just under 0.5hp) and a 7.5cm (3in) lathe 100 watts. There are two electric motor ratings intermittent and continuous. Intermittent rating will require the motor to be switched off at frequent intervals so that it can cool off; continuous rating is self-explanatory: there is no need to switch off the motor.
Font size:
Interval:
Bookmark:
Similar books «Using the Engineers Lathe in Clockmaking»
Look at similar books to Using the Engineers Lathe in Clockmaking. We have selected literature similar in name and meaning in the hope of providing readers with more options to find new, interesting, not yet read works.
Discussion, reviews of the book Using the Engineers Lathe in Clockmaking and just readers' own opinions. Leave your comments, write what you think about the work, its meaning or the main characters. Specify what exactly you liked and what you didn't like, and why you think so.